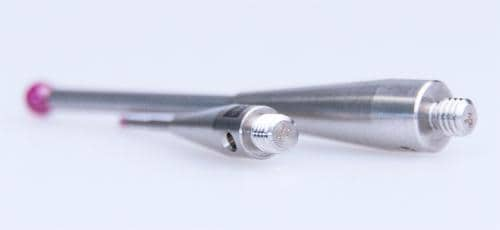
M5
Taster mit M5 Gewinde eignen sich optimal für das ZEISS VAST Tastsystem.
Der Taster ist der Berührpunkt der Maschine zum zu messenden Bauteil, durch ihn wird die Messdatenerfassung im Messkopf ausgelenkt. Größe und Ausführung des eingesetzten Tasters wird durch das zu messende Merkmal bestimmt. Wichtige Kenngrößen für Taster sind Genauigkeit, Steifigkeit und Standzeit, diese werden vornehmlich durch die verwendeten Materialien und die Herstellungstechnologie bestimmt.Die Qualität des Tasters ist mitbestimmend für die Qualität des Messergebnisses. Die Standzeit des Tasters wird maßgeblich durch die Art der Schaftbearbeitung und die Qualität der Verbindung zwischen Tastelement und Schaft bestimmt. High-End Produktionsprozesse und -technologien machen ZEISS zum Technologieführer in der Branche. ZEISS Taster gibt es in vielfältigen Ausführungen. Es steht ein großes Portfolio an Standardtastern für M2, M3, M3XXT oder M5 Gewinde zur Verfügung. Für diese Taster sind unterschiedliche Tastelemente aus verschiedenen Materialien und unterschiedliche Schaftausführungen erwerbbar. Darüber hinaus gibt es auch Taster ohne Gewinde sowie spezielle Taster für Form-, Kontur- und Oberflächenmessungen im Angebot.

Beim härtesten Material der Welt kommt es zu beinahe keinem Verschleiß und zu keinem Materialauftrag beim Scanning. Diamantkugeln sind daher ideal zum Messen von sehr harten oder hoch abrasiven Werkstücken sowie Scanning-Aufgaben, bei denen größtenteils nur ein Punkt der Kugel mit dem Werkstück in Kontakt ist (bspw. Messungen am Rundtisch).
Dank Beschichtung mit dem härtesten Material der Welt kommt es zu einem geringeren Verschleiß und Auftrag. Diese Taster sind besonders zum Scannen weicher Werkstoffe geeignet. Auch zum Messen von Glas- und Spiegelflächen sind sie ideal, da es hier zu nahezu keinen Oberflächendefekten beim Scanning kommt.

Rubin ist das am häufigsten verwendete Kugelmaterial in der Messtechnik und für die gängigsten Messaufgaben geeignet. Mit Rubin können sehr kleine Kugeln ab einem Durchmesser von 0,12 mm produziert werden.
Keramikkugeln weisen eine sehr geringe Porosität auf. Sie sind u.a. als hochgenaue Varianten, in großen Kugeldurchmessern sowie als gewichtsoptimierte (Hohl-)Halbkugeln realisierbar und werden nach Vorgabe angefertigt. Sie eignen sich besonders zum Scannen rauer Oberflächen wie etwa Guss.

Kugeln aus Hartmetall können nach Vorgabe angefertigt werden. Sie haben ein hohes Gewicht, ermöglichen aber Sonderdurchmesser wie etwa für die Verzahnungsmessung.
Ähnlich wie Rubin werden Siliziumnitridkugeln für die gängigsten Messaufgaben eingesetzt, sind aber besonders für das Scanning von Aluminiumoberflächen geeignet.
Weist eine Messung starke Schwankungen auf, liegt in 90 % der Fälle ein Problem mit dem Taster-System vor. Um dieses zu beheben, sollten Sie die Reproduzierbarkeit des Taster-Systems überprüfen und es gegebenenfalls optimieren.
Auch andere Faktoren können einen Einfluss auf die Genauigkeit Ihrer Messungen mit Messtastern haben:
In drei Schritten können Sie die Reproduzierbarkeit Ihres Taster-Systems überprüfen. Wiederholen Sie die Schritte 2 und 3 mehrfach und vergleichen Sie die Wiederholgenauigkeit der Ergebnisse in einem Auswertungstool (z. B. Excel oder PiWeb):
Die Standardgenauigkeit der Tastkugel ist die Grade-Klasse 5. Bei Formmessungen mit höherer Genauigkeit werden Kugeln mit besserer Rundheit benötigt, um Fehler bei der Messung zu minimieren. Beachten Sie jedoch, dass Grade 3-Kugeln nicht zwingend besser sind als Grade 5-Kugeln, da die Güteklasse der Tastkugeln in einem Batch Verfahren ermittelt wird. Das heißt wenn eine bestimmte Auswahl des Fertigungsbatches in Toleranz ist, wird davon ausgegangen, dass alle Kugeln innerhalb der jeweiligen Güteklasse liegen. Die Genauigkeitsverteilung der Kugeln entspricht somit einer Gauß-Verteilung. Daher kann es sein, dass auch schlechtere Kugelgenauigkeiten in der Grade-Klasse 3 verkauft werden.
Benötigen Sie eine Tastkugel mit sehr genauer Rundheit, sollten Sie einen Taster mit Zertifikat benutzen. Nur so können Sie sicher sein, dass die angegebene Rundheit eingehalten wird und Ihren Anforderungen entspricht.
Ein Messtaster unterliegt, wie jedes andere Werkzeug auch, einem natürlichen Verschleiß. Beschädigungen, z. B. durch Abtrag, Kratzer oder Ausbrüche, oder Verschmutzungen, z. B. durch Materialauftrag, Öl oder Farbe, beeinflussen die Messgenauigkeit deutlich. Da dies mit dem bloßen Auge meist nicht zu erkennen ist, sollten Taster unter einem Mikroskop auf Beschädigungen oder Verschmutzungen überprüft werden. Wie oft Sie diese Prüfung durchführen sollten, ist abhängig von der Anwendung des Tasters bzw. den Umgebungsparametern.
Wir empfehlen, sich über eine Art Werkzeugkarte, wie es sie auch bei Fertigungsmaschinen gibt, einen Überblick zu verschaffen und daraus einen Prüfzyklus zu ermitteln.
Das kommt ganz auf die Art der Anwendung an. Der Verschleiß entsteht dort, wo die Tastkugel das zu messende Werkstück berührt. Kommt immer derselbe Punkt zum Einsatz, z. B. beim Scannen einer Ebene, dann hat der Messtaster eine kürzere Lebensdauer, als wenn z. B. Kreise gescannt werden. Denn dabei ist der ganze Äquator der Kugel in Benutzung. Weitere Faktoren, welche die Lebensdauer des Messtasters beeinflussen, sind die Scandistanz, Geschwindigkeit, Antastkraft, Messumgebung und das zu messende Material.
Wir empfehlen, für jeden Taster eine Qualitätskarte zu erstellen und diesen damit regelmäßig zu prüfen. Dadurch ergibt sich mit der Zeit eine verlässliche durchschnittliche Lebensdauer des jeweiligen Tasters.
Kam es zu einer Kollision, sollte das Taster-System an einem Ring überprüft werden. Da es sich hier um hochgenaue Messmittel handelt, sollte man kein Risiko eingehen. Man sollte speziell auf Taster oder Verlängerungen mit einem Kohlefaserschaft achten, da es sein kann, dass einzelne Fasern gerissen sind. Das lässt sich nur am Ring selbst nachweisen. Messtaster mit Hartmetall- oder Keramikschaft sind auch nach einer Kollision weiterhin verwendbar, solange sich die Kugel noch am Schaft befindet.
Achtung: Bei verzapften Kugeln ist höchste Vorsicht geboten! Im Gegensatz zu in einer Schaftkalotte bei geklebten bzw. gelöteten Kugeln, fallen die Kugeln bei einer verzapften Verbindung nicht zwingend ab. Sie können lose auf den Zapfen verbleiben und zu Messfehlern führen. Dies geschieht leider oft unbemerkt, daher sollten Sie verzapfte Kugeln nach einer Kollision umgehend daraufhin prüfen.
Gibt es eine Berührung zwischen dem Werkstück und dem Tasterschaft statt der Tastkugel, liegt eine Schaftantastung vor. Da auch eine Schaftantastung ein Signal am Messkopf auslöst, aber nicht definiert ist, führen Schaftantastungen zu Fehlmessungen, die oftmals unbemerkt bleiben. Bei einer Messung mit kleinen Tastkugeln, die meist dünne Schäfte haben, besteht die Gefahr, dass sich der Schaft bei der Antastung verbiegt. Sind die eingesetzten Verbindungselemente, wie z. B. Winkel oder Würfel, von schlechter Qualität oder wurden ungenau eingestellt, kann es ebenfalls zur Schaftantastung kommen.
Die folgenden Punkte sollten Sie bei der Planung Ihres Taster-Systems beachten.
Das Taster-System sollte
Außerdem sollten Sie darauf achten, qualitativ hochwertige Komponenten zu verwenden, da die Qualität des Taster-Systems zu 100 % in die Genauigkeit Ihrer Messergebnisse einzahlt.